Project No. 8
WR Racer

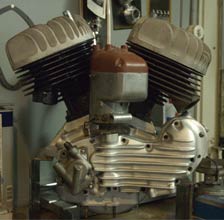
This project is about building a WR-type flathead racer. The basis for the engine will be WL cases and WR cylinders, heads, valve train and cams. First of all I had this WL motor in pieces in my garage. The next problem was to find all that WR stuff and get familiar with what fits and what doesn't and so on. Great help were two internet sites: and the Flathead Tech Talk on |
|
The basis: WL engine basket case bought on e-bay |
Some NOS parts came with the engine |
| After I had the basis for my engine I bought some WR cams and lifters from V-Twin. After I have bought that stuff I found out, that the lifters are tilted towards the cylinder and not parallel like in WL's. Well... Seems that I need other cylinders! After an extensive search on the internet to find out all the detailed and differences of the WR engines I started looking for new cylinders. Reproduction of WR
cylinders are not available so far but I found used ones from
a guy in California. He also had the WR heads and a nice MR-3
Linkert carb and the proper manifold. |
|
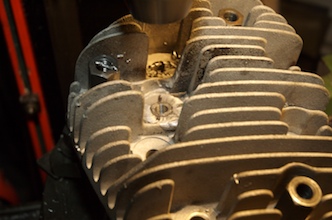
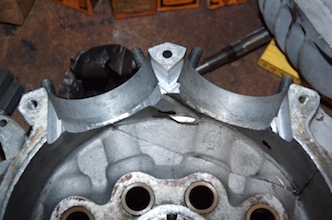
Unfortunately
some further relieve work was done on the rear cylinder. The
relieve close to the exhaust valve cuts into the gasket area.
This needs to be welded and redone;-( |
Factory
relieve on the front cylinder. A little bit more can be done
here to match the rear cylinder once fixed. |
|
|
|
| The heads both have cracks that need to be welded. |
|
| The front head need a major welding job - the spark plug insert is broken out. |
|
|
Still lot of work to do but it is snowing outside anyway;-) Next steps will be the welding of cylinder & heads. For the flywheel assembly I probably take the WL set-up but will lighten the wheels by approximate 500g per side (to match the weight of the later WR wheels). I am still looking into changing the crank pin to a WR one with the bigger OD for the bigger bearings but then I need to change the rod's as well. The right side case
and gear cover have to be altered for the roller bearings of
the WR cams. |
|
 Got the heads welded for three bottles of white wine. |
|
 |
 |
| Machining the heads after welding to clear the pop up surface and make a new spark plug hole. | 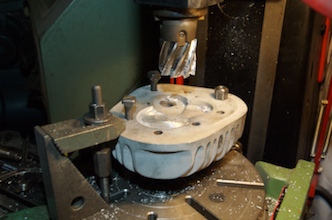 |
 |
 |
 |
 |
One
of the cylinders had to be fixed at the gasked surface (there
was a bad relief from the past too far into the gasked surface)
and one valve guide hole was broken out. |
|
 |
 |
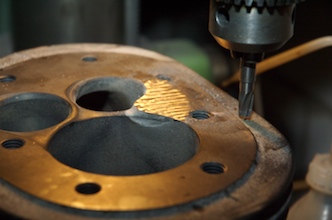 |
Machining the cylinder gasket surface... |
| ...and also the valve guide hole that had to be repaired. The difficulty here is to find the proper angle! Remember in the WR cylinder the two valve guides have both different angles and are not straight like the WL ones. |  |
 |
 |
The
the cases have to be machined due to the bigger stroke to clear
the rods. |
|
 |
 |
 |
 |
| Checking the clearance of the rods. | 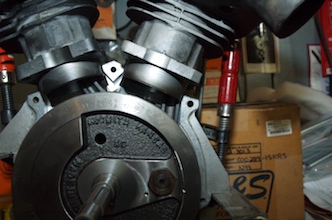 |
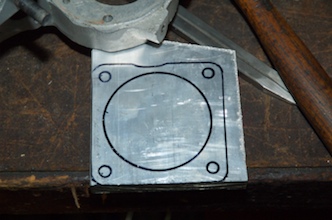
| After assembling the engine, the proper deck height can be adjusted by machining the right size strocker plates. |  |
 |
 |